
Industrial Color Assistance: Tailor-made solutions
Looking for industrial color assistance? Discover Gaypa's single pigment masterbatches. Revolutionize your production!
Imagine this scenario: an experienced plastic manufacturer, specialized in extrusion, perhaps from the compounding sector or panels production, receives an urgent request (as always!) from an important client. They need to produce a large batch of plastic materials, but the conditions are non-negotiable: the color must be consistent and precise from the first to the last piece. And maybe, let's add, the color also needs to be a particular, customized shade. What to do? A race against time begins to find a solution… But no panic! We are here to offer industrial color assistance. The solution? Our Monobatch!
Special Single Pigment Masterbatches
In a previous article, we explored what is the Monobatch single pigment masterbatch line, focusing on its unique formulation. In the following lines, we want to concentrate on the differences compared to traditional masterbatches and provide major clarity on their practical uses. Let’s start with a distinction, by definition:
- Masterbatches are concentrated formulations in which color pigments are mixed with a polymer resin base and additives. They come in the form of granules and are designed to be added to plastic during processing to provide the desired color.
- Monobatches, on the other hand, represent a more specific solution. This product contains a single pigment dispersed to its maximum efficiency in a polymer carrier. Thanks to this formulation, the product is ready to use, with a perfectly uniform color that guarantees extremely precise and consistent results.

Masterbatches, Customized and Unique Colors
Can I customize the shades of a color? Are there limits? These are just some of the questions often asked by those seeking industrial color assistance. The answer depends on the degree of customization and the type of processing that will be carried out. Masterbatches are a "closed formula" solution where every color combination is pre-defined by a recipe. This means you can choose a specific color, any color, and the masterbatch producer will create it for you by combining different elements. In fact, although the number of pigments suitable for masterbatch formulations - according to regulations - is limited, their combinations are endless. Just think that within a formula made from multiple pigments, varying even just 0.1% of one of them will produce a new color. They are suitable for any type of processing and quantity, and no further color adjustments are required during the process.
Monobatch: Unlock the Power of Pure Color
Monobatches are even more unique. This type of special formulation allows for high chromatic consistency and highly coverage pigments. But they are standard, meaning not customizable. In fact, each Monobatch recipe contains a single pigment, and, as mentioned earlier, the ones suitable for plastic processing are limited in number. However, even though this might seem like a limitation, this simplicity can be very advantageous for polymer manufacturers who use them! Indeed, Monobatches, due to their mono-pigment nature with optimal dispersion, are ideal for being mixed together to create new, home-made shades. The concept is similar to that of a painter who, to create a masterpiece, uses only a few primary colors and then, mixing them together on their palette, creates new and original shades.

When Does Industrial Color Assistance Recommend Using Monobatches?
Monobatches find their ideal use in large-volume markets, particularly in contexts where extreme color accuracy is required, to resolve issues of contamination and dosage, typical of the color formulation world. For example, in compounding, it may be necessary to adjust a shade by adding a corrective pigment in quantities lower than 1%. However, dosing systems, especially when dealing with pigment powders, struggle to manage such small amounts accurately. There’s a risk of never fully correcting the color, leading to a process of color drift. Additionally, in large volumes, a "pinch of powder" may not disperse properly, forming clumps and streaks that compromise color uniformity at the end of the process. Monobatches solve this issue. Each pigment is pre-dispersed in an easier-to-manage carrier, such as polymer resin granules, which ensure greater precision and control.
Industrial Color Assistance: How to Identify a Color
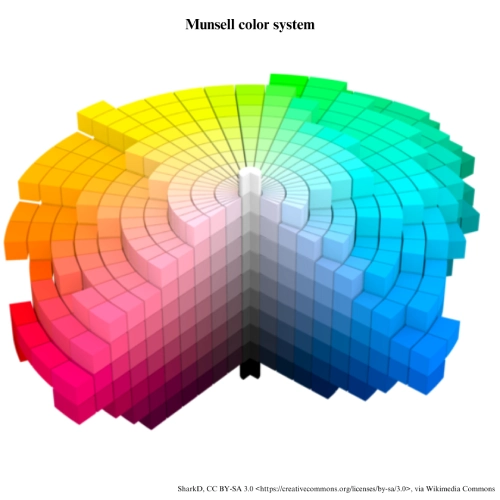
Chromatically, Monobatches appear dark, dense, and saturated, representing colors at their depth. To better understand how they work, let’s refer to the Munsell color system (are you familiar with it?). In simple terms, imagine a sphere: at the ends of the horizontal axes, we have opposing colors like red-green and blue-yellow. On the vertical axis, at the top, we find white, and at the bottom, black. In the center, the colors are neutral, and at the outer edges, they are intense and pure. Each point in this space represents a different color, with precise coordinates. For example, if we take a blue, the more we go up, the lighter it becomes. If we move toward the red direction, it turns violet, while if we move toward green, it becomes turquoise. The closer we get to the center, the more it becomes muted and gray. Monobatches represent the coordinates at the extremes, where colors are at their strongest and purest. Therefore, they can be modified by mixing them with other colors (in technical terms, to be "cut") to reach the desired shade’s coordinates.
Did You Figure Out Which Masterbatch Line Is Right for You?
In the end, the plastic transformer chose the industrial color assistance offered by Gaypa and found the perfect product for their urgent order. And you? Are you ready to discover how Monobatches can transform your production and simplify your work? Contact us and discover all the shades we can offer you.